孔垂鑫1�,匡唐清2�����,柳和生2�����,楊帆3,劉家豪1
(1.華東交通大學材料科學與工程學院�����,江西南昌330013�;2.華東交通大學機電與車輛工程學院��,江西南昌330013���;3.華東交通大學基礎實驗與工程實踐中心��,江西南昌330013)
摘要:以長玻纖增強聚丙烯(LGFR-PP)為外層材料��、聚丙烯(PP)為內層材料�����,通過氣體輔助共注塑工藝(GACIM)制備管件�����,對比研究了玻纖含量對管件壁厚����、玻纖沿著軸向方向取向分布及抗壓強度的影響。結果表明����,玻纖的取向程度在管件徑向方向上呈現(xiàn)由外向內逐漸增強的趨勢,外層熔體可明顯分為3層結構�����,且各層中的玻纖取向存在顯著差異�����;隨著玻纖含量從10%增至40%�����,管件的總壁厚和內層壁厚均呈現(xiàn)先上升后下降的變化趨勢�����,而外層壁厚則表現(xiàn)為持續(xù)上升��;當玻纖含量為30%時�����,管件的總壁厚和內層壁厚分別達到最大值,為2.61mm和1.14mm���;管件的抗壓強度隨著玻纖含量的增加逐漸提升�����,但增長速率逐漸放緩。
關鍵詞:玻纖質量分數(shù)���;長玻纖增強聚丙烯����;氣體輔助共注塑���;玻纖取向�;壁厚�;抗壓強度
玻纖增強聚丙烯(Glassfiberreinforcedpolypropylene,GFR-PP)是一種新型復合材料,以聚丙烯(PP)為基體����,玻璃纖維和其他助劑為增強體[1]���。引入玻纖后,PP的力學性能得到顯著改善����,熱變形溫度提高,低溫脆性得到有效改善����。與短玻纖增強聚丙烯(Short glass fiber reinforced polypropylene,SGFR-PP)相比,長玻纖增強聚丙烯(Long glass fiber reinforced polypropylene,LGFR-PP)具有優(yōu)越的沖擊韌性���、良好的尺寸穩(wěn)定性和耐蠕變性能等特點[2~5]�。近年來���,隨著輕量化和綠色制造要求的不斷提高����,各行業(yè)對注塑制品的多方面性能提出了更高的要求��。因其出色的力學性能���,LGFR-PP受到汽車制造和機械等行業(yè)的青睞[6]����。
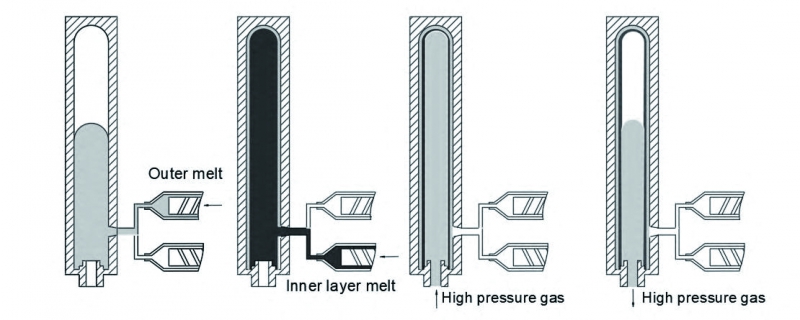
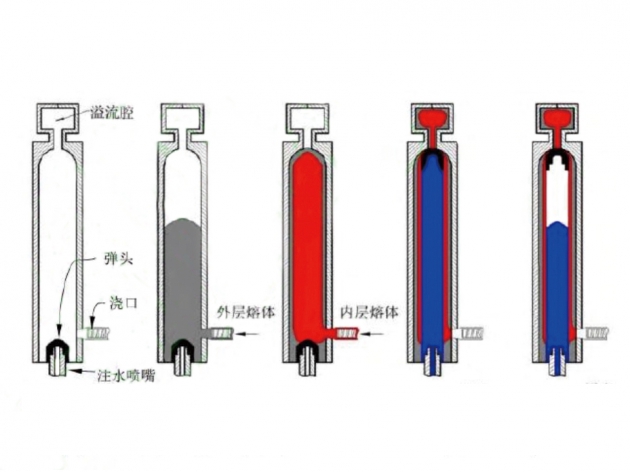
常見的注塑成型方法可以滿足復雜管件的生產需求,但其工藝復雜���,成本高���,且難以保證質量。氣輔共注塑(Gas-assisted co-injection molding,GACIM)工藝是氣體輔助注塑(Gas-assisted injection molding,GAIM)和共注塑工藝(Co-injectionmolding,CIM)相結合形成的一種新的復合工藝�����。該工藝不僅保留了GAIM工藝壁厚薄和節(jié)省材料的優(yōu)點��,還兼具CIM工藝廢棄材料二次利用��、可一次成型含安裝固定等附屬功能結構的復雜管件的優(yōu)點[7]���。GACIM工藝成型過程如Fig.1所示:(1)模具型腔注入LGFR-PP作為外層材料;(2)模具型腔注入含有色母的PP作為內層材料����;(3)注入高壓氣體,保壓����;(4)卸壓��,排氣�����,完成一個成型周期[8]���。與水輔共注塑(Water-assisted co-injection molding,WACIM)相比,GACIM可適用于多種材料的成型[9]�����。
為了提升塑料制品的質量和性能���,研究人員在材料和工藝方法等方面進行了深入探索�����。Sadabadi等[10]通過數(shù)值模擬研究了工藝參數(shù)對玻纖取向和彈性模量的影響��。You等[11]通過實驗研究了玻纖含量對PVC/PP復合材料力學性能的影響�����。Foss等[12]建立了纖維懸浮流變數(shù)學模型��,該模型能夠預測纖維取向分布��,為產品開發(fā)與制造提供參考��。Hou等[13]利用數(shù)值模擬預測了LGFR-PP在注塑過程中的纖維長度���,并通過實驗進行了驗證���,結果表明,實驗與模擬結果一致�����。
馮強等[14]采用水輔注塑成型(Water-assisted injection molding,WAIM)工藝制備了不同玻纖含量的短玻纖增強聚丙烯注塑管件�����,研究了玻纖含量與管件壁厚及纖維取向分布之間的關系��。結果顯示���,玻纖在外層熔體分為三層���,其中外層近壁層和外層近界層的玻纖取向度較高,中間層的取向度最差����。朱瑤瑤等[15]通過實驗研究了WACIM工藝中玻纖含量對短玻纖增強聚丙烯注塑管件力學性能的影響,結果表明���,拉伸強度隨玻纖含量的增加先上升后下降����,當玻纖含量為30%時�,拉伸強度達到最大值。對比發(fā)現(xiàn)�����,WACIM工藝對管件力學性能的增強效果優(yōu)于WAIM工藝��。
在一定范圍內���,長玻纖含量越高�,玻纖之間交錯疊加形成的骨架越牢固,從而使力學性能隨之增強[16]�。目前,采用GACIM工藝制備LGFR-PP復合材料管件的研究相對較少�。本文研究了4種不同玻纖含量的LGFR-PP復合材料管件,探討了玻纖含量對管件殘余壁厚�����、玻纖取向及抗壓強度的影響及機理����,旨在為LGFR-PP復合材料的成型提供理論參考。
Fig.1SchematicdiagramoftheGACIMprocessofmoldingprocess:(a)outerlayermeltinjection;(b)innerlayermeltinjection;(c)highpressuregasinjection;(d)exhaust
1實驗部分
1.1主要原料
本文研究了玻纖含量對長玻纖增強聚丙烯氣輔共注塑管件質量的影響����。內層材料采用聚丙烯(PP),外層材料使用含有10%~40%玻纖的LGFR-PP復合材料�����。材料信息如下����。
PP:中國石油化工股份有限公司�,牌號PPH-T03�,塑料顆粒直徑為4mm�;
LGFR-PP(10%、20%�、30%及40%玻纖含量):沙特沙伯基礎公司,牌號分別為GB301HP����、GB302HP、GB303HP和GB304HP���,粒料長度均為12mm��。
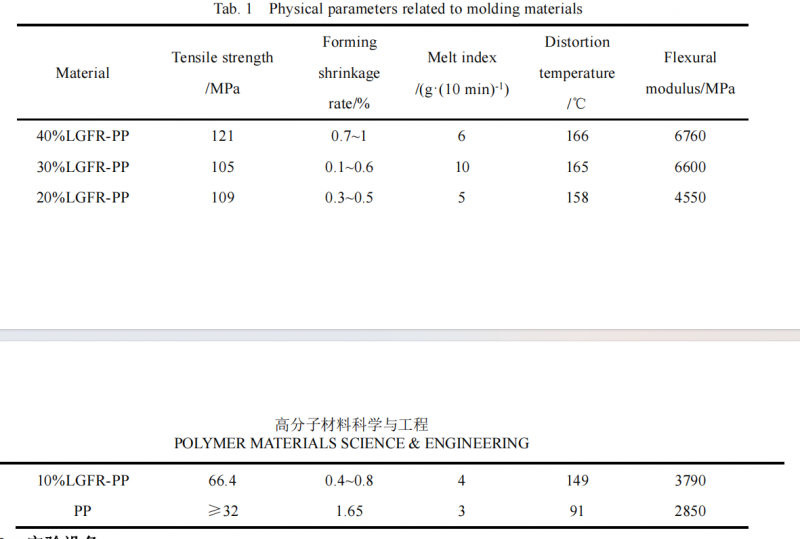
以上材料的部分性能參數(shù)如Tab.1所示[17]�。
Tab.1 Physicalparametersrelatedtomoldingmaterials
1.2實驗設備
注塑機:MA1600M/380-E80型����,海天塑機集團有限公司;模溫機:BTM-09M型�����,深圳博瑞克機械有限公司�;模具:不考慮熔體流向和型腔截面對成型的影響,選擇型腔直徑為16mm的直管模具�;注氣系統(tǒng):空壓機��,注氣模塊等�;掃描電子顯微鏡:NovaNoneSEM450型��,荷蘭FEI公司���;管材耐壓試驗機:MTSH-06型����,天津美特斯試驗機廠�����。
1.3實驗方法
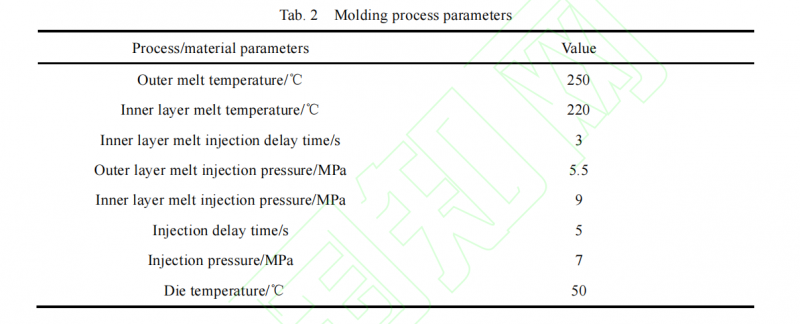
采用GACIM工藝制備LGFR-PP管件��,通過對比不同玻纖含量成型的GACIM管件的壁厚����、玻纖取向及抗壓強度的差異,探究玻纖含量對長玻纖增強聚丙烯氣輔共注塑管件質量的影響��。根據(jù)LGFR-PP和PP材料的特性確定相應的工藝參數(shù)���,如Tab.2所示�。
Tab.2 Moldingprocessparameters
1.4測試與表征
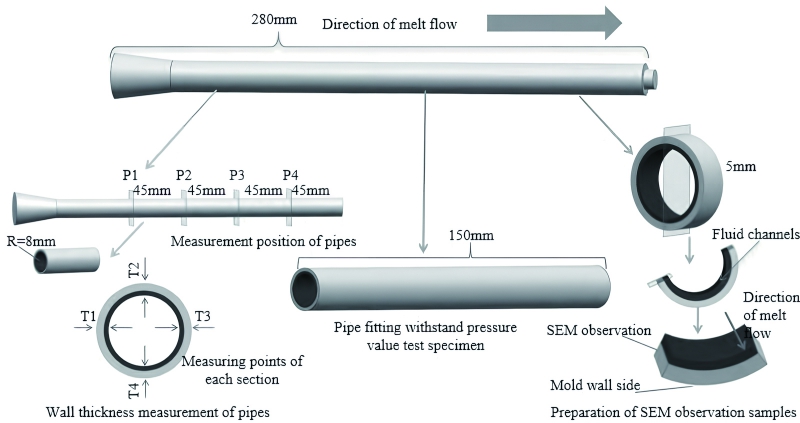
1.4.1壁厚測試:如Fig.2所示,每種材料制備的管件分別取3根作為壁厚觀測試樣��。在直管上設置4個等分點P1���,P2,P3和P4����,并橫向切斷。在切斷的截面上�,間隔90°設置四個測量位置T1,T2���,T3和T4�����。各方位的算術平均值作為該位置處的壁厚值�。同時����,測量總壁厚值和外層壁厚值,內層壁厚值通過兩者之差得到��。
1.4.2掃描電鏡試樣制備:如Fig.2所示,在管件沿軸向方向截取5mm圓環(huán)���,在截面切一小口����。將圓環(huán)放入盛有液氮的密封容器中�,靜置20min后取出。沿切口方向脆斷�����,從斷面截取一小段表面平整的截面作為觀測試樣���。對樣品進行高錳酸鉀溶液刻蝕����,清洗干凈���。然后�����,將脆斷圓環(huán)的脆斷面朝上放置在載物臺上����,用導電膠輔助固定,進行噴金處理�。
1.4.3抗壓強度測試:如Fig.2所示,管件頭部和尾端可能受到溢料腔和注射口的影響��,因此�����,在管件中間截取長度約為150mm的直管作為抗壓強度測試試樣����。將樣品放入與測試溫度相同的水中浸泡65min后�,用夾具固定,在恒溫條件下進行耐壓測試����。
Fig.2 ThetestedsamplepreparationprocessofGACIM
2結果與討論
2.1玻纖含量對玻纖取向的影響
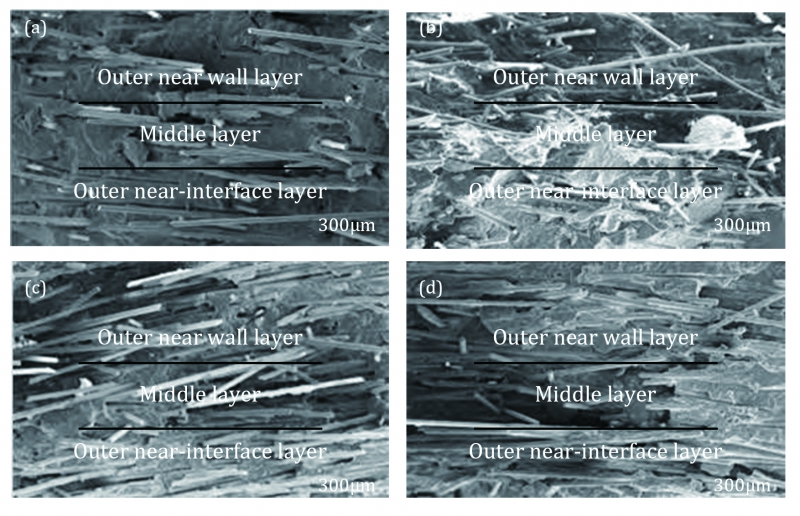
由于內層材料采用PP,因此本文僅對外層熔體的玻纖分布和取向進行探討��。結果如Fig.3所示�,F(xiàn)ig.3(a),(b),(c)和(d)依次為玻纖含量10%,20%,30%及40%管件的外層壁厚SEM圖。
由Fig.3(a)玻纖含量為10%的管件SEM圖可知,管件內玻纖分布較分散����,在外層近壁層和中間層中,玻纖與軸向方向呈較大角度分布�����,部分玻纖垂直于脆斷面���,可以觀察到玻纖被拔出的孔洞���;而在外層近界層中,大部分玻纖與軸向方向呈小角度分布��,玻纖取向程度較好�。
由Fig.3(b)玻纖含量為20%的管件SEM圖可知,外層近壁層和中間層的玻纖整體取向程度較低�����,大多玻纖與軸向方向成較大銳角或垂直分布���,呈現(xiàn)出雜亂的分布特征�����,玻纖之間存在三維交叉結構�����;然而��,在外層近界層中����,玻纖取向有所改善����,大多數(shù)玻纖與軸向方向呈較小角度分布。
由Fig.3(c)玻纖含量為30%的管件SEM圖可知���,與玻纖含量為10%和20%管件相比����,玻纖密度明顯增加�����。外層近壁層和中間層玻纖與軸向方向呈一定角度排列分布,并且存在玻纖拔出的孔洞��;中間層玻纖密度高于外層近壁層�,少部分玻纖與軸向方向成較大角度分布。外層近界層中玻纖分布十分均勻且密度最大�����,大多數(shù)玻纖與軸向方向平行排列�����,取向度最高�����。
由Fig.3(d)玻纖含量為40%的管件SEM圖可知����,外層近壁層和外層近界層的大部分玻纖沿著軸向方向取向,玻纖密度較高且分布較均勻�,少數(shù)玻纖成大角度分布,幾乎沒有孔洞��,但出現(xiàn)了一些凹槽��。玻纖之間形成了少量的三維網狀交叉結構,但重疊分布較少��。在中間層中�,部分玻纖與軸向方向垂直,玻纖排列較為分散��,取向程度較差���。
基于以上分析可知����,當玻纖含量從低到高變化時��,玻纖之間交互作用加劇����,形成很多搭接點或纏結點�。從整體上看,不同玻纖含量制成的管件外層熔體大致可以分為三層:外層近壁層����、中間層及外層近界層。玻纖取向程度沿著管件的徑向方向從外到內依次增加�����。這是因為外層熔體從模具底部射入型腔后,外層近壁層和模具壁面的溫度差異會引起強冷卻作用�,導致外層近壁層熔體溫度迅速下降,黏度增加��,形成凝固膜����,流動性變差。在這種情況下����,靠近模具的玻纖在剛接觸壁面時便開始凝固,從而導致取向程度較差����,而距離模具壁面較遠的熔體受到的強冷卻作用較小,流動性較好�����,玻纖能夠繼續(xù)取向并向前運動��。此時����,外層熔體內部出現(xiàn)速度梯度�����,使得流速快的熔體補充到流速較慢的位置����,形成噴泉流����,玻纖取向變得雜亂無章,取向程度變差[19]���。中間層和近界層的玻纖取向主要受到內層熔體和氣體穿透的影響����。由于氣體和內層熔體流速較快����,可以帶動更多外層熔體沿軸向方向運動����,在這個過程中��,近界層的玻纖受到劇烈的剪切作用�,沿著管件軸向方向取向����。外層中間層則受到低于外層近壁層強冷卻作用的影響,產生劇烈的熱交換��,使熔體黏度增大����,流動性變差,其玻纖取向程度稍微好于外層近壁層[20]���。
Fig.3SEMimagesof10%~40%LGFRPPcompositeGACIMpipefittings:(a)10%;(b)20%;(c)30%;(d)40%
2.2玻纖含量對管件殘余壁厚的影響
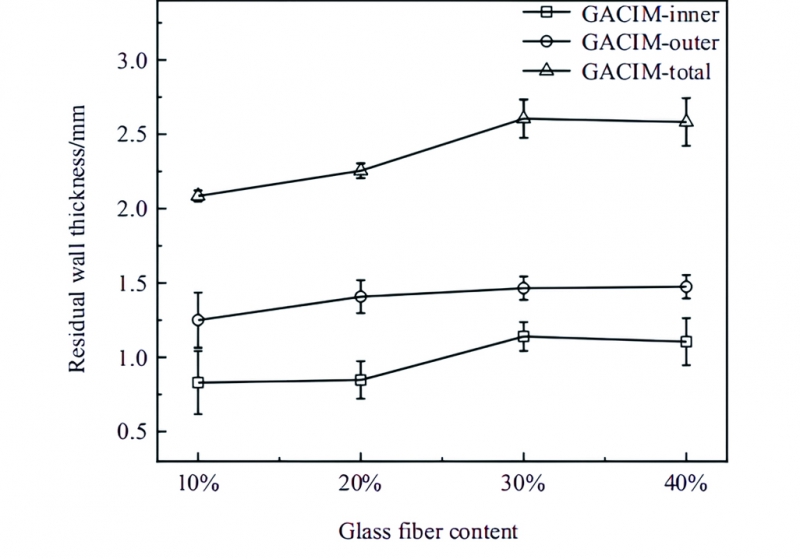
采用上述實驗方案制備了外層材料為4種玻纖含量的LGFR-PP的GACIM管件���,測量管件殘余壁厚的方法如Fig.2所示,測量結果如Fig.4所示����。
由Fig.4可知,玻纖含量從10%~30%變化過程中��,管件總壁厚����、外層壁厚及內層壁厚均有所增加��。然而�,當玻纖含量從30%增加到40%時�����,總壁厚和內層壁厚減小�����,外層壁厚增大�����。在玻纖含量為30%時�,管件總壁厚達到最大值,為2.605mm�。在玻纖含量為40%時,外層壁厚達到最大值�����。當玻纖含量為10%時���,內層壁厚�����、外層壁厚及總壁厚均最小��。
當玻纖含量從10%增加到30%時���,管件總壁厚、內層壁厚和外層壁厚都增加��。這可能是由于模具壁面對外層熔體的強冷卻作用以及內層熔體和氣體穿透時對外層熔體的剪切作用���,導致熔體黏度變大��,從而使熔體流動性變差�����。同時�,從Fig.3(a~c)可知�,玻纖呈縱橫交錯分布,玻纖與玻纖之間相互交叉排列形成網狀結構。這使得外層熔體和內層熔體在玻纖的作用下更牢固的結合在一起��。當氣體穿透時�����,氣體會優(yōu)先選擇熔體黏度小且流動性好的中間熔體穿透�����,并推動更小截面的內層熔體向前運動���,因此管件總壁厚���、內層壁厚和外層壁厚都隨之增加。
隨著玻纖含量的增加���,一方面���,玻纖密度的增加導致玻纖之間形成更復雜的三維網狀結構,增強了玻纖之間的相互作用�����。當內層熔體穿透外層熔體時,會攜帶更多外層熔體向前運動��,導致管件外層的殘余壁厚變小����。另一方面���,外層熔體中的玻纖分布密度增大����,這增加了外層熔體對內層熔體穿透的阻力���,導致內層熔體的流動性變差���,因此,氣體穿透時����,穿透截面減小,外層熔體的殘余壁厚增大��。當玻纖含量從30%增加到40%時����,這兩者的作用效果相當���,因此管件的壁厚變化不明顯。
Fig.4EffectofglassfibercontentontheresidualwallthicknessofGACIMfittings
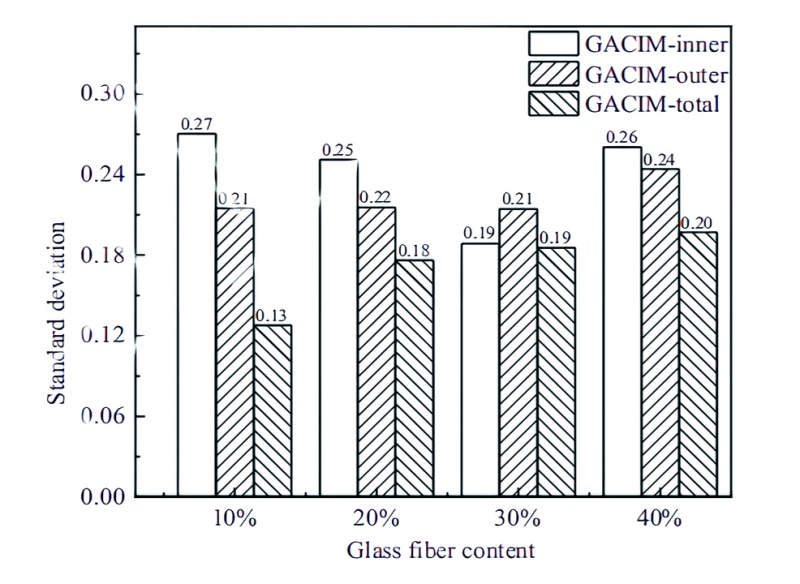
通過計算壁厚標準差��,進一步探討了玻纖含量對GACIM管件成型質量的影響���。計算結果如Fig.5所示���。從圖中可以看出,隨著玻纖含量的增加����,內層壁厚的標準差呈先下降后上升的趨勢。當玻纖含量為30%時�����,壁厚均勻性最好���,其標準差為0.189��。在10%至30%的范圍內�����,外層壁厚標準差變化很小�����,幾乎保持不變����。同時���,總壁厚的標準差呈逐漸上升趨勢�,最小值為0.128���;除玻纖含量為30%的管件外�����,其他管件的總壁厚��、外層壁厚和內層壁厚的標準差排序均為:內層壁厚>外層壁厚>總壁厚��。
綜合以上分析可以得出�,玻纖含量為10%,20%和30%時管件的總壁厚��、外層壁厚及內層壁厚均勻性較好�����。這主要是由于在較低的玻纖含量下��,外層熔體中玻纖分布比較均勻且分散���,因此內層熔體在外層熔體穿透時運動阻力較小��。氣體穿透過程中�,內層熔體受到外層熔體的影響較小����,氣體能夠平穩(wěn)的推動熔體向前運動,因此均勻性較好����。當玻纖含量增加到40%時,從Fig.3(a~d)及Fig.4可知���,外層壁厚持續(xù)增加�����,外層熔體中玻纖分布更加密集�,導致其黏度增加,流動性較差����。因此,熔體內部會出現(xiàn)速度梯度���,進而使熔體橫向流動��,改變氣體運動軌跡,從而使得均勻性變差[19]��。
Fig.5EffectofglassfibercontentontheresidualwallthicknessuniformityofGACIMfittings
2.3玻纖含量對抗壓強度的影響
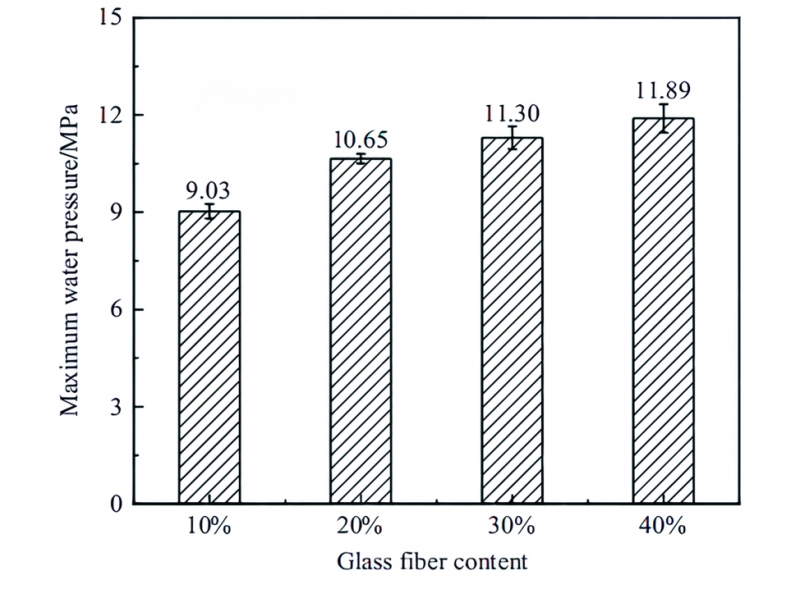
采用上述實驗方案制備管件�,根據(jù)國家標準GB/T114152-93對不同玻纖含量的管件進行抗壓強度測試,結果如Fig.6所示����。
從圖中可以看出,隨著玻纖含量的增加�,管件的最大瞬時爆破壓力呈上升趨勢,管件抗壓強度逐漸提升����。在玻纖含量從10%~40%變化過程中�����,耐壓值的增長幅度依次為1.67MPa���,0.65MPa和0.59MPa??箟簭姸鹊脑龇饾u減小,表明在一定范圍內玻纖含量對管抗壓強度有顯著影響��,但這種影響程度逐漸減弱����。
抗壓強度逐漸變好,可以從兩方面進行分析�����。首先��,從管件玻纖分布的角度來分析�,由Fig.3(a~d)可知,在玻纖含量從低到高的變化過程中����,玻纖的分布比較均勻�����。許多玻纖在外層熔體中構成三維網狀的骨架結構���,部分區(qū)域的玻纖互相交織或纏結,形成搭接點或纏結點���,當管件受到外力時�����,玻纖能夠將應力從一端傳送到另一端����,增加應力承受區(qū)域�����。隨著三維交叉結構的增加���,管件對外力的分散能力明顯增強����。裂紋通常從纖維兩端開始形成��,而長纖維端點數(shù)量少�����,從而大幅度提升了抗壓強度[21]���。其次���,從管件壁厚的角度來看,由Fig.4可知���,玻纖含量不斷增加���,管件的熔體黏度增大,流動性變差�����,導致管件總壁厚增加。因此���,管件抗壓強度也隨之呈現(xiàn)上升的趨勢�����。
增幅變緩主要是因為管件的抗壓強度是由玻纖含量和玻纖長度共同影響的[15]�。當使用比較低的玻纖含量材料進行注塑成型時����,管件內玻纖分布相對均勻,熔體黏度較低�,流動性好。此時熔體內部的剪切作用比較弱�����,玻纖斷裂較少�����,且保留長度較長���。因此,抗壓強度的變化主要是由玻纖含量的改變引起的。低玻纖含量時增幅較大����。
當使用比較高的玻纖含量材料注塑成型時,螺桿轉動過程中��,螺桿和玻纖之間發(fā)生剪切作用�,導致玻纖長度變短。隨著熔體沿軸向流動�����,玻纖含量的增加會使外層熔體黏度變大�����,從而在內層熔體推動外層熔體沿軸向方向運動時阻力增加�����。在這種情況下�,外層熔體內部所受到的剪切作用增強,導致玻纖斷裂甚至被拔出�����,使得玻纖保留長度進一步變短。此時��,玻纖更容易出現(xiàn)團聚現(xiàn)象[22]��。因此����,管件抗壓強度的變化主要取決于玻纖的保留長度。當玻纖保留長度較短時���,材料力學性能受玻纖影響程度減小�����。
Fig.6Effect of glassfibercontentonthepressureresistanceofGACIMfittings
3結論
對外層材料為不同玻纖含量的LGFR-PP復合材料�、內層材料為PP的GACIM管件試樣進行了研究分析����。結論如下。
(1)通過GACIM工藝制備的管件��,其外層熔體按玻纖取向分布可分為:近界層�����、中間層及近壁層,且沿流動方向各層的玻纖取向程度依次遞減���。此外,可通過提高模具溫度來改善管材中玻纖取向分布�。
(2)玻纖含量從10%增加到30%,外層壁厚和內層壁厚均增加�����,當玻纖含量從30%變化到40%�����,總壁厚和內層壁厚下降��,外層壁厚上升�����。管件壁厚要求較薄時����,選用外層玻纖含量為10%的LGFR-PP復合材料的GACIM管件。
(3)在玻纖含量為10%~40%范圍內��,管件抗壓強度會隨著玻纖含量的增加而增強,但影響程度逐漸減弱���?�?箟簭姸纫筝^高情況下�,選用外層玻纖含量為40%的LGFR-PP復合材料的GACIM管件���。
參考文獻:
[1] 仇永宏. 長玻纖增強聚丙烯復合材料結構與性能[J]. 石化技術, 2022, 29(6): 1-3.
[2] Yang X, Chang J, Fang W, et al. Improved impact property of long glass fiber-reinforced polypropylene random copolymer composites toughened with beta-nucleating agent via tunning the crystallization and phase[J] . Polymer Composites, 2021, 42: 3169-3183.
[3] Chen T, Mansfield D C, Ju L, et al. The influence of mechanical recycling on the properties of thermotropic liquid crystalline polymer and long glass fiber reinforced polypropylene[J] . Composites Part B: Engineering, 2020, 200: 108316.
[4] Yang X J, Chang J Y, Fang W J, et al. Improved impact property of long glass fiber-reinforced polypropylene random copolymer composites toughened with beta-nucleating agent via tunning the crystallization and phase[J] . Polymer Composites, 2021, 42: 3169-3183.
[5] Tseng H C, Chang R Y, Hsu C H. Numerical predictions of fiber orientation and mechanical properties for injection
molded long-glass-fiber thermoplastic composites[J] . Composites Science and Technology, 2017, 150: 181-186.
[6] Du B, Li Z, Bai H, et al. Mechanical property of long glass fiber reinforced polypropylene composite: from material to car seat frame and bumper beam[J] . Polymers, 2022, 14: 1814
[7] Kuang T Q, Xu P, Feng Q, et al. Water-assisted co-injection molding of non-circular tubes[J]. IOP Conference Series: Earth and Environmental Science, 2019, 59: 295-303.
[8] 黃淑慧. 氣體輔助共注塑工藝的數(shù)值模擬與實驗研究[D]. 南昌: 華東交通大學, 2015.
[9] Kuang T, Yu C, Xu B, et al. Experimental study of penetration interfaces in the overflow fluid-assisted co-injection molding process[J]. Journal of Polymer Engineering, 2016, 36: 139-148.
[10] Sadabadi H, GhasemiM. Effects of some injection molding process parameters on fiber orientation tensor of short glass fiber polystyrene composites (SGF/PS)[J] . Journal of Reinforced Plastics and Composites, 2007, 26:
1729-1741.
[11] You B S, Zhang K Z, Guo J B, et al. Morphology dynamic mechanical and mechanical properties of long glass fiber reinforced polypropylene and polyvinyl chloride composites[J] . Advanced Materials Research, 2013, 750-752: 107-110.
[12] Foss P H, Tseng H C, Snawerdt J, et al. Prediction of fiber orientation distribution in injection molded parts using Moldex3D simulation[J]. Polymer Composites, 2014, 35: 671-680.
[13] Hou X Q, Chen X Y, Liu B C, et al. Fracture and orientation of long-glass-fiber-reinforced polypropylene during injection molding[J] . Polymer Engineering & Science, 2020, 60: 13-21.
[14] 匡唐清, 馮強, 徐盼, 等. 玻纖含量對短玻纖增強聚丙烯復合材料水輔注塑制品壁厚與微觀形態(tài)的影響[J].
高分子材料科學與工程, 2020, 36(2): 105-111.
[15] 匡唐清, 朱瑤瑤, 柳和生, 等. 玻纖質量分數(shù)對短玻纖增強聚丙烯水輔助共注塑管件的影響[J]. 復合材料學報, 2022, 39(10): 4551-4560.
[16] 安峻瑩, 孟征, 蘇昱. 長玻纖增強聚丙烯復合材料力學性能的研究進展[J]. 工程塑料應用, 2016, 44(6):
132-136.
[17] 劉家豪. 長玻纖增強聚丙烯水驅動彈頭輔助共注塑工藝-形態(tài)-性能研究[D]. 南昌: 華東交通大學, 2024.
[18] 袁知煥. 氣體驅動彈頭輔助注塑的殘余壁厚與玻纖取向的實驗研究[D]. 南昌: 華東交通大學, 2022.
[19] 匡唐清, 俸三喆, 朱瑤瑤, 等. 玻纖質量分數(shù)對長玻纖增強聚丙烯水驅動彈頭輔助注塑管件的影響[J]. 高分 子材料科學與工程, 2024, 40(3): 87-97.
[20] 張志堅, 龔穎, 盧康利, 等. 玻纖含量對長纖維增強聚丙烯性能的影響[J]. 工程塑料應用, 2013, 41(1): 35-38.
[21] 曾彪, 劉玉飛, 王寧, 等. 玻璃纖維增強聚丙烯復合材料力學性能的研究進展[J]. 上海塑料, 2015(2): 11-16.
[22] 劉琳, 黃誠瓏. 長玻纖增強聚丙烯復合材料的制備及力學性能[J]. 工程塑料應用, 2021, 49(3): 42-46.























 玻纖含量對長玻纖...
玻纖含量對長玻纖... 鈣鈦礦薄膜的均勻...
鈣鈦礦薄膜的均勻... 用于光伏板靜電除...
用于光伏板靜電除... 聚砜醫(yī)療干粉吸入...
聚砜醫(yī)療干粉吸入...