吳凱田國強(qiáng)*高森森許小奎曾光
(鄭州航空工業(yè)管理學(xué)院機(jī)械工程學(xué)院,河南鄭州,450046)
摘要:以聚對苯二甲酸乙二醇酯-1,4環(huán)己烷二甲醇酯(PETG)絲材為對象,研究了層厚����、填充密度、填充圖案對PETG制件尺寸精度的影響�����。通過正交試驗(yàn)及灰色關(guān)聯(lián)分析確定了最優(yōu)工藝參數(shù)組合:層厚0.20mm,填充率30%和填充方式為直線��。
關(guān)鍵詞:熔融沉積成型聚對苯二甲酸乙二醇酯-1,4環(huán)己烷二甲醇酯正交試驗(yàn)精度灰色關(guān)聯(lián)分析
熔融沉積(FDM)成型是將具有熱熔性絲狀材料加熱至熔化狀態(tài),通過噴嘴依模型輪廓噴擠在工作臺上,逐層堆積成三維實(shí)體零件的一種3D打印技術(shù)[1-2]�。該技術(shù)具備成本低、操作簡單方便等特點(diǎn),已在航空�����、汽車、生物醫(yī)療���、文化藝術(shù)等領(lǐng)域得到廣泛應(yīng)用��。
FDM成型材料為熱塑性高分子絲材,主要有丙烯腈-丁二烯-苯乙烯共聚物(ABS)����、聚乳酸(PLA)兩大類,其制件耐溫性較差,易老化,力學(xué)性能衰減明顯����。聚對苯二甲酸乙二醇酯-1,4環(huán)己烷二甲醇酯(PETG)具有較高的強(qiáng)度、良好加工性以及透光��、無毒�、環(huán)保等優(yōu)良性能[3]。采用PETG材料進(jìn)行FDM打印,不僅能克服PLA打印材料的韌性不足問題,還能克服ABS材料打印過程易收縮,打印產(chǎn)品尺寸穩(wěn)定性不佳等問題[4],已被用于制造機(jī)械零件�、電子外殼、食品包裝�����、醫(yī)療包裝等產(chǎn)品[5-6]����。下面研究了關(guān)鍵打印參數(shù)對PETG制件成型精度的影響,為PETG制件成型精度的控制提供數(shù)據(jù)參考。
1試驗(yàn)部分
1.1原材料
PETG絲材,直徑1.75mm,透明色,深圳拓竹科技有限公司�。
1.2儀器及設(shè)備
3D打印機(jī),BambuLabP1S,BambuLab深圳拓竹科技有限公司;數(shù)顯游標(biāo)卡尺,K101301型,精度為0.01mm,量程為0~100mm,成都成量工具集團(tuán)有限公司。
1.3正交試驗(yàn)設(shè)計(jì)及試樣制備
設(shè)計(jì)尺寸50mm×50mm×10mm試件,如圖1所示�。
 圖1FDM打印制備的試驗(yàn)樣件實(shí)物
圖1FDM打印制備的試驗(yàn)樣件實(shí)物
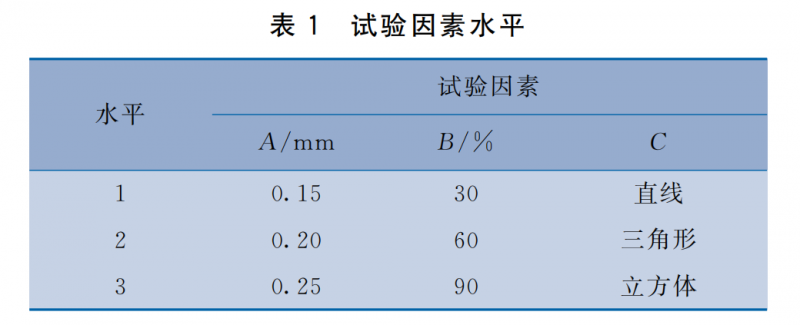
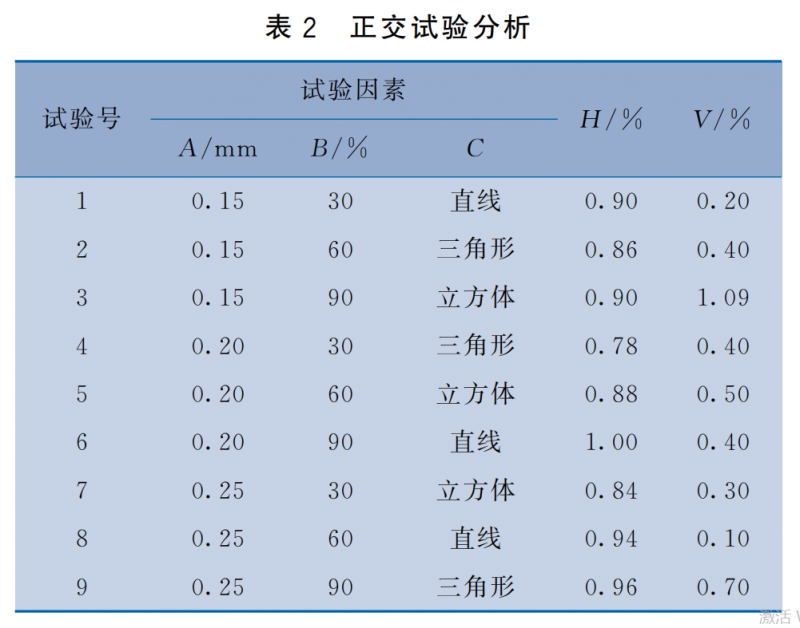
選用了關(guān)鍵打印參數(shù)層厚(A)、填充密度(B)以及填充圖案(C),并根據(jù)其材料特性,確定各因素的水平(如表1所示)�����。根據(jù)參數(shù)和水平的設(shè)計(jì)出正交試驗(yàn)方案L9(33),如表2所示��。
由于打印機(jī)中心XY結(jié)構(gòu),打印制件在X方向和Y方向的成形效果幾乎相同,因此,測量和分析制件尺寸精度時(shí),只考慮兩個(gè)成型方向的尺寸即水平方向(H)和垂直方向(V)�����。測量試件尺寸每個(gè)方向均測量四次,取平均值,計(jì)算平均值與設(shè)計(jì)尺寸之差的絕對誤差,再求得絕對誤差占設(shè)計(jì)尺寸的百分比得到誤差率�����。
1.4PETG制件制備與檢測
采用優(yōu)化工藝參數(shù)打印PETG制件(螺栓測量器),并進(jìn)行螺栓規(guī)格的區(qū)分辨別,檢測優(yōu)化的FDM工藝參數(shù)PETG制件尺寸�����。
2結(jié)果與討論
2.1正交試驗(yàn)結(jié)果
制件尺寸誤差率如表2所示,水平方向和垂直方向誤差率分別由H和V表示�����。
由表2可知,水平方向上誤差率最小為第4組,誤差率0.78%,水平方向上誤差率最大為第9組,誤差率0.96%;垂直方向上誤差率最小為第8組,誤差率0.10%,而水平方向上誤差率最大為第3組,誤差率1.09%。
2.2極差分析
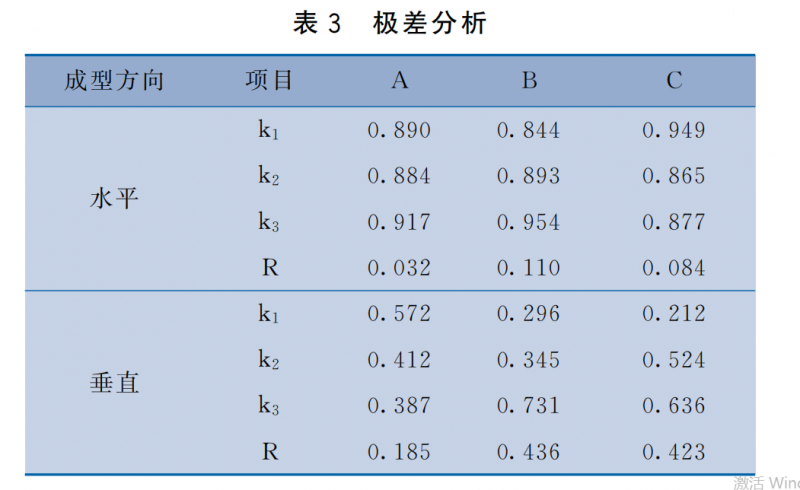
水平方向和垂直方向的尺寸誤差率的極差分析結(jié)果見表3�����。表中kj表示因素在j水平時(shí)的尺寸誤差率均值,R為極差值����。kj值越小,則說明制件精度越高;R越大,因素對制件尺寸精度的影響就越大。
由表3可知,對于制件水平成型方向,最佳打印參數(shù)為A2B1C2,即層厚為0.20mm,填充密度為30%,填充圖案為三角形;在垂直成型方向上,最佳打印參數(shù)為A3B1C1,即層厚為0.25mm,填充密度為30%,填充圖案為直線�。在水平成型方向上,因素A、B���、C的極差值分別為0.032,0.110和0.084,即B>C>A,表示三因素對PETG制件水平方向成型的尺寸精度影響大小順序?yàn)樘畛渎?��、填充方式、層?在垂直成型方向上,因素A,B,C的極差值分別為0.185,0.436,0.423,B>C>A,與水平方向相同,因素對PETG制件垂直方向成型的尺寸精度影響大小順序?yàn)樘畛渎?���、填充方式、層厚?br />
2.3灰色關(guān)聯(lián)綜合分析
PETG制件尺寸精度單個(gè)成型方向的評價(jià)并不能反映出PETG制件的整體尺寸精度���。與一些傳統(tǒng)的統(tǒng)計(jì)方法相比,灰色關(guān)聯(lián)分析不依賴于數(shù)據(jù)的分布假設(shè),也不需要對數(shù)據(jù)進(jìn)行過多的假設(shè)檢驗(yàn),充分利用白化信息,減少了對數(shù)據(jù)分布和假設(shè)的主觀性假設(shè),更加客觀和直觀,在多項(xiàng)指標(biāo)參數(shù)優(yōu)化的試驗(yàn)中得到廣泛應(yīng)用[7]����。本研究引入灰色關(guān)聯(lián)分析,計(jì)算步驟如下:
1)無量綱化處理
無量綱化處理使各個(gè)指標(biāo)都具備相同的量綱或數(shù)量級,并采用望小特性公式處理試驗(yàn)數(shù)據(jù)����。
公式1
式(1)中,xij為生成序列,yij為指標(biāo)序列。
2)灰色關(guān)聯(lián)系數(shù)
無量綱化處理之后,指標(biāo)值均被量化為0~1之間,因采用的望小特性,所以選擇0為參考序列,即X0=(x01,x02,…x0i,…,x0n)=(0,0,…,0,…,0)(0≤x0i≤1,1≤i≤n),灰色關(guān)聯(lián)系數(shù)λ計(jì)算公式如下:
公式2
式(2)中,Δij=x0j-xij ;ξ為分辨系數(shù),一般取值0.5;Δmin=min{Δij},Δmax=max{Δij}(i=1,2,…,9;j=1,2,3).
3)灰關(guān)聯(lián)度
灰色關(guān)聯(lián)系數(shù)計(jì)算求得之后,灰色關(guān)聯(lián)度Γ的計(jì)算公式如下:

公式3
式(3)中,wj為指標(biāo)的權(quán)重系數(shù),一般根據(jù)實(shí)際問題決定,指標(biāo)權(quán)重系數(shù)之和等于1[8],即�����。此次試驗(yàn)指標(biāo)中水平方向和垂直方向的權(quán)重系數(shù)分別取0.5��。
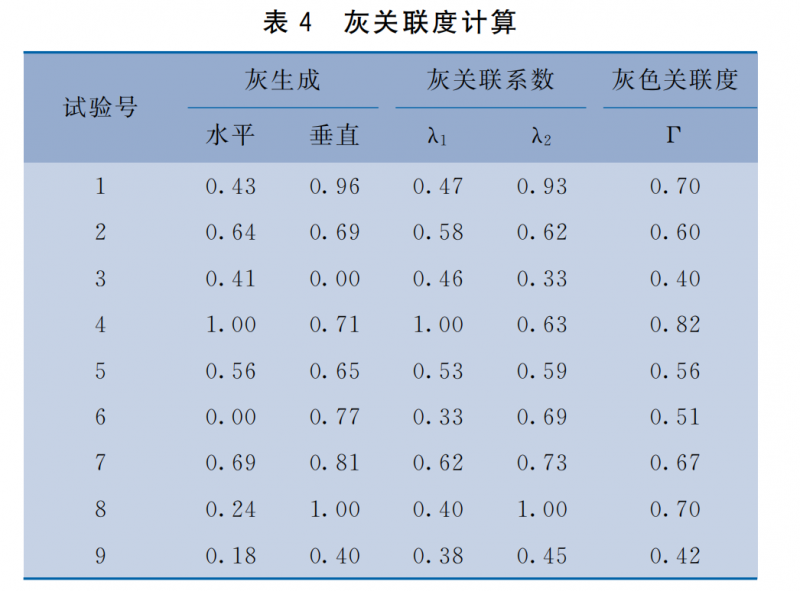
灰色關(guān)聯(lián)度結(jié)果見表4���。其中,灰色關(guān)聯(lián)度越高表明研究對象越接近最優(yōu)����。第4組試驗(yàn)的灰色關(guān)聯(lián)度Γ值最大(0.82),說明第4組試驗(yàn)是9組正交試驗(yàn)中綜合尺寸精度最優(yōu)的;第3組試驗(yàn)的灰色關(guān)聯(lián)度Γ值最小(0.40),表明其是綜合尺寸精度最差的�。
4)灰色關(guān)聯(lián)分析
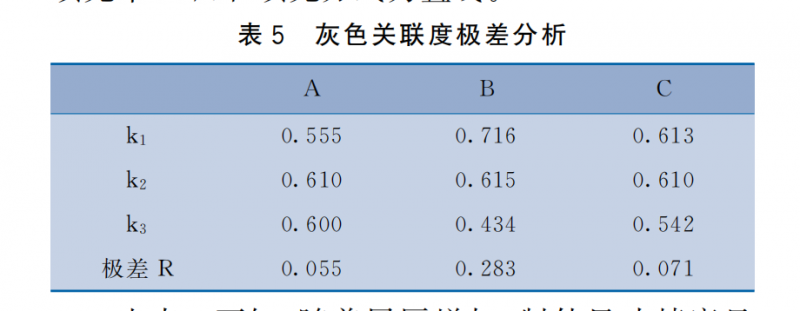
對表4中的灰色關(guān)聯(lián)度進(jìn)行極差分析,得到灰色關(guān)聯(lián)度極差表5,由表5可知灰關(guān)聯(lián)度極差分析結(jié)果得到因素A、B��、C的極差值分別為0.055,0.283,0.071,因此各因素對PETG制件綜合尺寸精度的影響主次順序:填充率>填充方式>層厚;最優(yōu)工藝參數(shù)組合為A2B1C1,即層厚0.20mm,填充率30%和填充方式為直線�����。
由表5可知,隨著層厚增加,制件尺寸精度呈先升高后下降的趨勢,這是由于擠出流量一定時(shí),層厚太小擠出機(jī)擠壓出絲材被擠壓得越扁,導(dǎo)致最終制件與設(shè)計(jì)件尺寸出現(xiàn)偏差;層厚太大,絲材之間粘連會有一定的缺陷,從而使得成型件一些部位精度降低;相比其他層厚,0.20mm層厚可更好地控制制件尺寸精度。隨填充率增加,制件尺寸精度反而呈下降趨勢�。這是因?yàn)榇蛴…h(huán)境溫度要高于室溫,填充率越高,制件儲存的熱量越高,制件打印完成后,放置室溫自然冷卻過程中制件發(fā)生熱脹冷縮導(dǎo)致。關(guān)于填充方式,直線填充和三角形填充對制件尺寸精度影響相似,立方體填充尺寸誤差較大���。相同填充率下,立方體填充制件在冷卻過程中,絲材交互更多,其內(nèi)應(yīng)力更大,冷卻收縮導(dǎo)致制件尺寸精度更差�����。
2.4驗(yàn)證試驗(yàn)
按照最優(yōu)工藝參數(shù)組合A2B1C1制件,測量結(jié)果為水平方向尺寸誤差率0.59%,垂直方向尺寸誤差率0.04%,相較于正交試驗(yàn)設(shè)計(jì)中尺寸精度最高的第4組(水平方向尺寸誤差率0.78%,垂直方向尺寸誤差率0.41%),有明顯的改善�����。
2.5實(shí)例制造
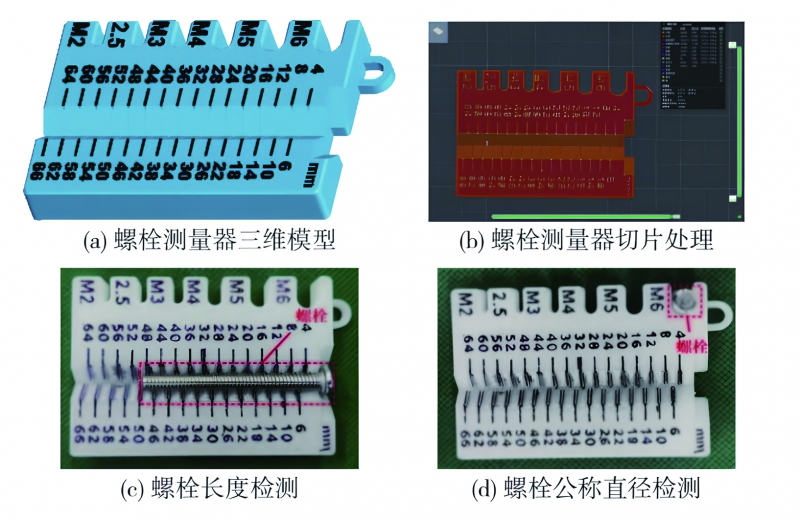
以工業(yè)生成中常用的螺栓測量器為對象,進(jìn)行3D打印(A2B1C1)實(shí)例制造與檢測(圖2)�����。利用3D打印的螺栓測量器,實(shí)現(xiàn)了6mm×50mm規(guī)格螺栓的螺紋長度和公稱直徑的快速檢驗(yàn),從而指導(dǎo)設(shè)備裝配過程中螺栓規(guī)格的快速區(qū)分和辨別���。該實(shí)例表明,優(yōu)化FDM打印工藝參數(shù)組合具有較好應(yīng)用價(jià)值。
圖2 3D打印的螺栓測量器與檢測
3結(jié)論
a)通過正交試驗(yàn)極差分析得到了層厚A����、填充密度B、填充方式C三個(gè)因素對PETG制件水平和垂直兩個(gè)成型方向上尺寸精度影響主次順序和最優(yōu)工藝參數(shù)。水平方向上影響尺寸精度的主次順序?yàn)锽>C>A,最優(yōu)工藝參數(shù)組合為A2B1C2;垂直方向上影響尺寸精度的主次順序?yàn)锽>C>A,最優(yōu)工藝參數(shù)組合為A3B1C1���。
b)運(yùn)用灰色關(guān)聯(lián)分析法與極差分析結(jié)合,確定了三因素對PETG制件綜合尺寸精度影響主次順序?yàn)樘畛渎?gt;填充方式>層厚,最優(yōu)工藝參數(shù)組合A2B1C1,即層厚0.20mm�、填充率為30%��、填充方式為直線��。
c)優(yōu)化工藝參數(shù)組合具有較好應(yīng)用價(jià)值���。
參考文獻(xiàn)
[1] 李攀 , 陳榮 ,王浩然 ,等 . 基于 FDM 的 PP/GF3D打印材料性 能研究[J] . 現(xiàn)代塑料加工應(yīng)用 ,2024,36(3) :9-11,26.
[2] 於天鵬 ,江曉澤 . 聚醚醚酮的 FDM工藝參數(shù)與結(jié)晶行為研究 [J] . 現(xiàn)代塑料加工應(yīng)用 ,2020,32(3) :23-25.
[3] KUMAR R, SHARMA H , SARAN C, etal. A comparative study on the life cycle assessment of a 3D printed product with PLA, ABS & PETG materials[J] . Procedia CIRP, 2022, 107:15-20.
[4] 喬雯鈺 ,王晨蕾 ,胡浩 . FDM 用 PETG 系列耗材的改性研 究 [J] . 中國塑料 ,2020,34(10) :24-31.
[5] MANUEL J M , DOLORES M R L, ELENA M , et al. Experimental and numerical analysis for the mechanical characterization ofPETG polymers manufactured with FDM technology under pure uniaxial compression stress states for architectural applications. [J] . Polymers, 2020, 12( 10) : 2202-2202.
[6] KUMARESAN R, SAMYKANO M , KADIRGAMA K, et al. Effects of printing parameters on the mechanical characteristics and mathematical modeling of FDM-printed PETG [ J ] . The International Journal of Advanced Manufacturing Technology, 2023, 128(7/8) : 3471-3489.
[7] 白永健, 陳赟,張思,等 .熔融沉積成型3D打印拉絲缺陷的正交試驗(yàn)研究 [J] . 浙江大學(xué)學(xué)報(bào)(工學(xué)版) , 2022, 56(10) : 2093-2103.
[8] 周石林 ,張秀芬 . 尼龍線材 FDM 成型質(zhì)量優(yōu)化研究[J] . 塑料 工業(yè) ,2023,51(2) :100-106.


























 玻纖含量對長玻纖...
玻纖含量對長玻纖... 鈣鈦礦薄膜的均勻...
鈣鈦礦薄膜的均勻... 用于光伏板靜電除...
用于光伏板靜電除... 聚砜醫(yī)療干粉吸入...
聚砜醫(yī)療干粉吸入...